



错误代码:c3101/c3103 |柯尼卡美能达|震旦|圣度|汉柯|汉光|美村|部分机型黑白复印机 故障代码 | 搜:“柯尼卡美能达|震旦|圣度|汉柯|汉光|美村|” + 代码本身 + “代码”即可 不要加机器具体型号 二〇一八年三月二十九日
2025-12-09
错误代码:c3101/c3103 (c-3101/c-3102/c-3103 ) |柯尼卡美能达|震旦|圣度|汉柯|汉光|美村|部分机型黑白复印机
故障代码 | 搜:“柯尼卡美能达|震旦|圣度|汉柯|汉光|美村|” + 代码本身 + “代码”即可 不要加机器具体型号 二〇一八年三月二十九日
------------------------------------------
技术热线:朱师傅
------------------------------------------
------------------------------------------
技术热线:朱师傅
------------------------------------------
C3101 加压辊加压故障 B
C3102 加热辊无法旋转
C3103 加压辊释放故障 B
C3103 加压辊释放故障 B
故障等级b
------------------------------------------
实际案例:
实际案例:
------------------------------------------
3】
故障案例:柯尼卡美能达复印机报错c-3102 |山西潘经理 linfenpanweifeng | 二〇二五年十二月四日
故障代码C- 3102
等待反馈结果:
------------------------------------------
2】
柯尼卡美能达 958定影膜和内棍一起装机测试报代码3102您知道怎么回事吗 ?
| 印晨办公Zt808657 | 二〇二四年六月二十六日
定影单元
定影带旋转传感器
(PS56)(bizhub 958、bizhub PRO 958)
加热辊旋转传感器
(PS56)(bizhub 808/758)
定影马达(M30)
MFP板(MFPB)
定影带旋转传感器
(PS56)(bizhub 958、bizhub PRO 958)
加热辊旋转传感器
(PS56)(bizhub 808/758)
定影马达(M30)
MFP板(MFPB)
等待反馈结果:
------------------------------------------
1】
1】
故障案例:柯美958黑白复印机 报错误代码c-3102 | 青海西宁追梦人
wuhaibao115326 | 二〇二三年二月二十三日
发生内部错误.
请联系您的维修代表故障代码C-3102
请联系您的维修代表故障代码C-3102
等待反馈结果:

------------------------------------------
3.8
C3###
3.8.1
C3101、C3103
(1)内容
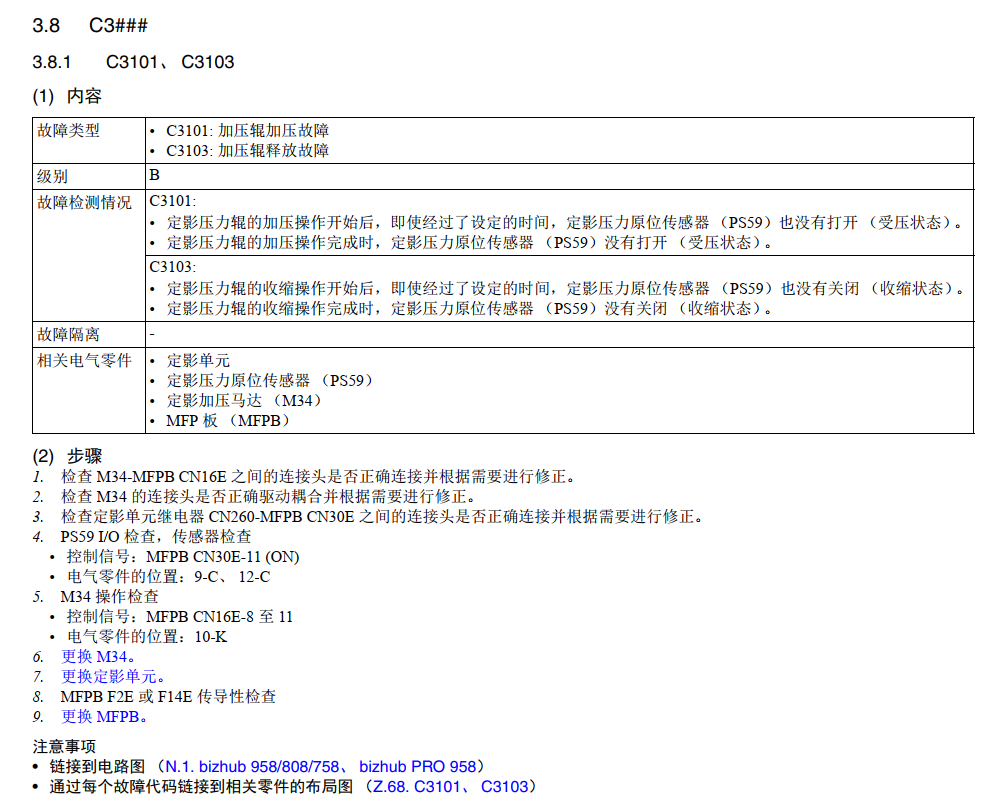
故障类型
·C3101:加压辊加压故障
·C3103:加压辊释放故障
级别
B
故障检测情况
C3101:
,定影压力辊的加压操作开始后,即使经过了设定的时间,定影压力原位传感器 (PS59)也没有打开(受压状态)。
,定影压力辊的加压操作完成时,定影压力原位传感器 (PS59)没有打开(受压状态)。
C3103:
,定影压力辊的收缩操作开始后,即使经过了设定的时间,定影压力原位传感器(PS59)也没有关闭(收缩状态)。
,定影压力辊的收缩操作完成时,定影压力原位传感器 (PS59)没有关闭(收缩状态)。
故障隔离
相关电气零件
· 定影单元
定影压力原位传感器(PS59)
定影加压马达(M34)
MFP 板(MFPB)
(2)步骤
1.
检查 M34-MFPB CN16E 之间的连接头是否正确连接并根据需要进行修正。
2. 检查 M34 的连接头是否正确驱动耦合并根据需要进行修正。
3. 检查定影单元继电器 CN260-MFPB CN30E 之间的连接头是否正确连接并根据需要进行修正。
4. PS59I/O 检查,传感器检查
·控制信号:MFPB CN30E-11(ON)
。电气零件的位置:9-C、12-C
5. M34 操作检查
·控制信号:MFPB CN16E-8 至 11
。电气零件的位置:10-K
6. 更换 M34。
7. 更换定影单元。
8. MFPB F2E 或 F14E 传导性检查
9. 更换 MFPB。
注意事项
。链接到电路图(N.1.bizhub 958/808/758、 bizhub PRO 958)
。通过每个故障代码链接到相关零件的布局图(Z.68.C3101、C3103)
C3###
3.8.1
C3101、C3103
(1)内容
故障类型
·C3101:加压辊加压故障
·C3103:加压辊释放故障
级别
B
故障检测情况
C3101:
,定影压力辊的加压操作开始后,即使经过了设定的时间,定影压力原位传感器 (PS59)也没有打开(受压状态)。
,定影压力辊的加压操作完成时,定影压力原位传感器 (PS59)没有打开(受压状态)。
C3103:
,定影压力辊的收缩操作开始后,即使经过了设定的时间,定影压力原位传感器(PS59)也没有关闭(收缩状态)。
,定影压力辊的收缩操作完成时,定影压力原位传感器 (PS59)没有关闭(收缩状态)。
故障隔离
相关电气零件
· 定影单元
定影压力原位传感器(PS59)
定影加压马达(M34)
MFP 板(MFPB)
(2)步骤
1.
检查 M34-MFPB CN16E 之间的连接头是否正确连接并根据需要进行修正。
2. 检查 M34 的连接头是否正确驱动耦合并根据需要进行修正。
3. 检查定影单元继电器 CN260-MFPB CN30E 之间的连接头是否正确连接并根据需要进行修正。
4. PS59I/O 检查,传感器检查
·控制信号:MFPB CN30E-11(ON)
。电气零件的位置:9-C、12-C
5. M34 操作检查
·控制信号:MFPB CN16E-8 至 11
。电气零件的位置:10-K
6. 更换 M34。
7. 更换定影单元。
8. MFPB F2E 或 F14E 传导性检查
9. 更换 MFPB。
注意事项
。链接到电路图(N.1.bizhub 958/808/758、 bizhub PRO 958)
。通过每个故障代码链接到相关零件的布局图(Z.68.C3101、C3103)
3.8.2
C3102
(1)内容
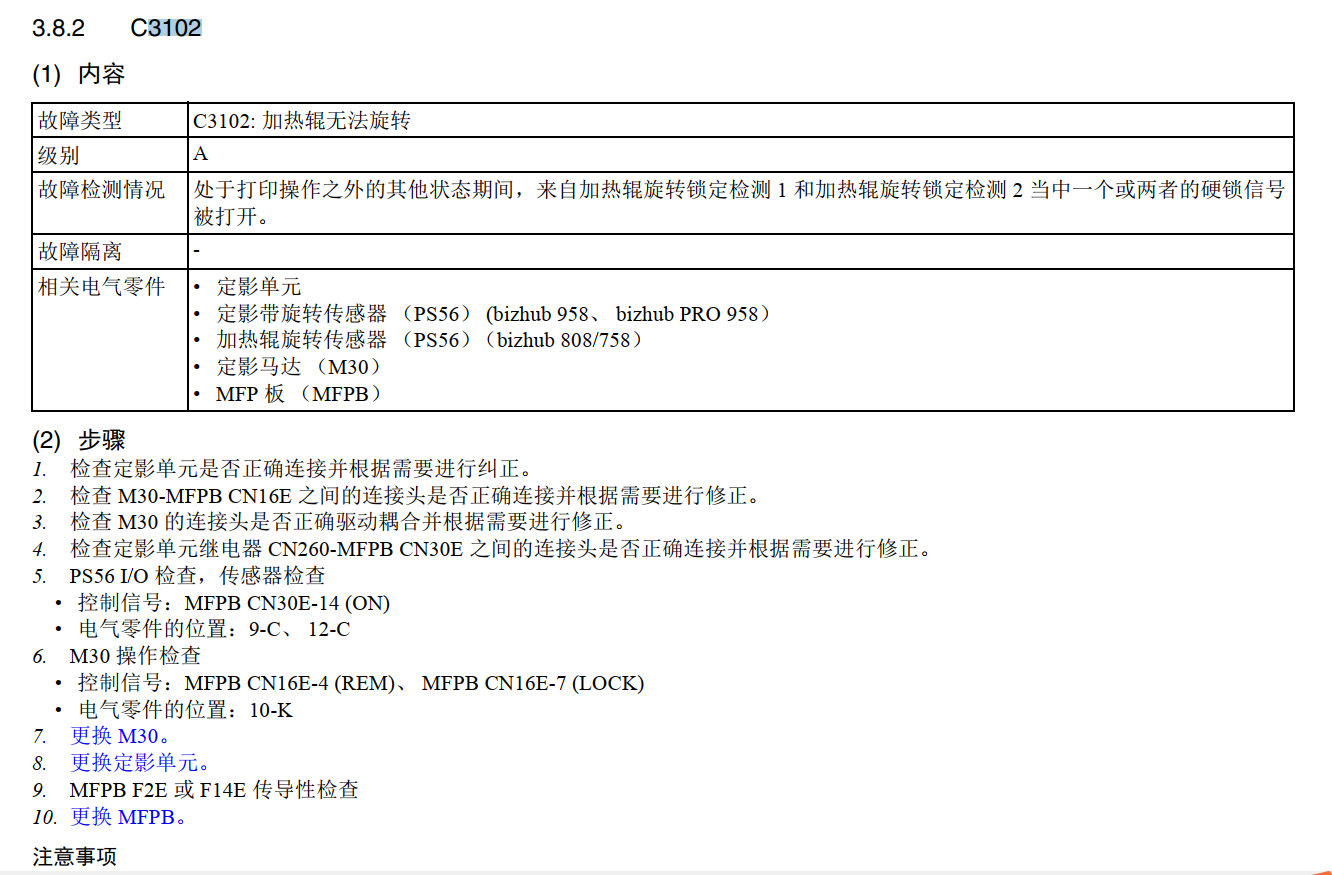
故障类型
C3102: 加热辊无法旋转
级别
A
故障检测情况
处于打印操作之外的其他状态期间,来自加热辊旋转锁定检测1和加热辊旋转锁定检测2当中一个或两者的硬锁信号
被打开。
故障隔离
相关电气零件
定影单元
定影带旋转传感器 (PS56)(bizhub 958、bizhub PRO 958)
加热辊旋转传感器(PS56)(bizhub 808/758)
定影马达(M30)
MFP 板(MFPB)
(2) 步骤
1.
检查定影单元是否正确连接并根据需要进行纠正。
2. 检查 M30-MFPB CN16E 之间的连接头是否正确连接并根据需要进行修正。
3. 检查 M30 的连接头是否正确驱动耦合并根据需要进行修正。
4. 检查定影单元继电器 CN260-MFPB CN30E 之间的连接头是否正确连接并根据需要进行修正。
5. PS56I/O 检查,传感器检查
。控制信号:MFPB CN30E-14(ON)
。电气零件的位置:9-C、12-C
6. M30 操作检查
·控制信号:MFPB CN16E-4(REM)、MFPB CN16E-7(LOCK)
。 电气零件的位置:10-K
7. 更换 M30。
8. 更换定影单元。
9. MFPB F2E 或 F14E 传导性检查
10. 更换 MFPB。
注意事项
C3102
(1)内容
故障类型
C3102: 加热辊无法旋转
级别
A
故障检测情况
处于打印操作之外的其他状态期间,来自加热辊旋转锁定检测1和加热辊旋转锁定检测2当中一个或两者的硬锁信号
被打开。
故障隔离
相关电气零件
定影单元
定影带旋转传感器 (PS56)(bizhub 958、bizhub PRO 958)
加热辊旋转传感器(PS56)(bizhub 808/758)
定影马达(M30)
MFP 板(MFPB)
(2) 步骤
1.
检查定影单元是否正确连接并根据需要进行纠正。
2. 检查 M30-MFPB CN16E 之间的连接头是否正确连接并根据需要进行修正。
3. 检查 M30 的连接头是否正确驱动耦合并根据需要进行修正。
4. 检查定影单元继电器 CN260-MFPB CN30E 之间的连接头是否正确连接并根据需要进行修正。
5. PS56I/O 检查,传感器检查
。控制信号:MFPB CN30E-14(ON)
。电气零件的位置:9-C、12-C
6. M30 操作检查
·控制信号:MFPB CN16E-4(REM)、MFPB CN16E-7(LOCK)
。 电气零件的位置:10-K
7. 更换 M30。
8. 更换定影单元。
9. MFPB F2E 或 F14E 传导性检查
10. 更换 MFPB。
注意事项

扫描开通重新登录查看更多

添加朱师傅微信咨询

